Home >> News >> Latest News
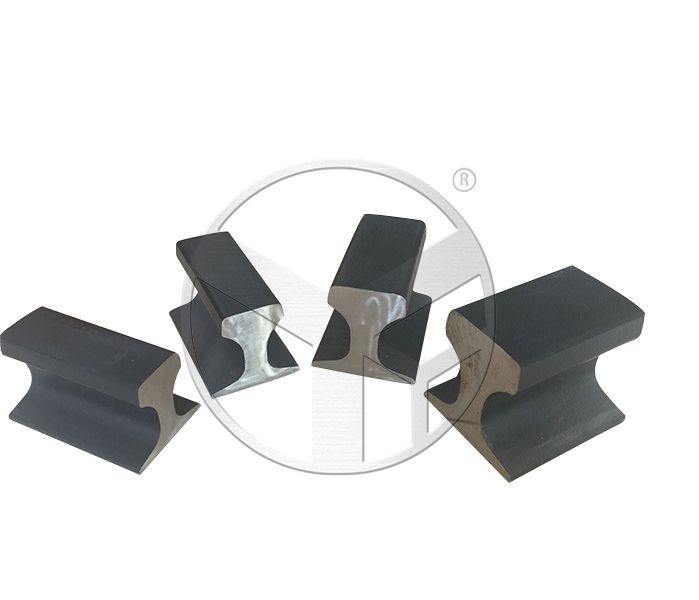
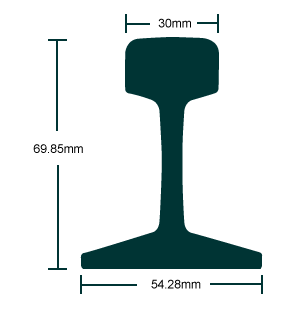
Rails are the main components of railway tracks. Light rails are rails with a nominal weight of less than or equal to 30 kg per meter, such as 22Kg Steel Rail. The quality requirements of light rails are low, and only the chemical composition, tensile strength, hardness and drop weight test are required. The light rail is mainly used for laying temporary transportation lines and light locomotive lines in forest areas, mining areas, factories and construction sites. Light rail is a special steel product in metallurgical products. The rails are subjected to the weight and dynamic load of the train. The force is complicated, the rail surface is worn, the rail head is impacted, and the bending stress is also affected. The main forms of damage are: main wear It is the side wear and the lower strand crush, the wave wear caused by insufficient yield strength and the brittle fracture, spalling, falling off, rail head splitting, weld crack and so on caused by low toughness and plasticity. Therefore, the basic requirements for rail steel include: wear resistance, crush resistance, brittle fracture resistance, fatigue resistance and good weldability. The Steel Track are divided into four categories according to the strength grade: standard steel rail, tensile strength 685 ~ 835MPa; wear-resistant rail, tensile strength 880 ~ 1030MPa; grade A rail, tensile strength 1082 ~ 1225MPa; tensile strength > 1400MPa rail.

For the fracture toughness of the eutectoid steel, when the carbon content is more than 0.85%, Klc is obtained. The trend of decreasing values. For hypereutectoid steels with a carbon content of 0.88%, the crack stability is similar to that of Taijin and unreinforced hot rolled steel. Generally, the fracture toughness of steel rail is between 1100~1300N/mm 3/2 at room temperature, and the fracture toughness is obviously improved after adding silicon, but the alloying amount of silicon is not more than 07% to improve the crack resistance of the rail steel. Stability will not exceed 28%.
Large abrasive discs are self-consumable abrasive workpieces on the grinder. Its part structure, size and technical requirements. Casting material requires FC30, the main working surface A surface roughness requirements after processing, and the required hardness is uniform, HB190, however, the casting thickness is 155mm, the solidification modulus M=6.5cm, according to Chevinov's law, the solidification time t=KM2, When the pouring temperature T is K condensing = 177 min, it can be seen that the solidification process is extremely slow, which will lead to a decrease in the amount of pearlite in the matrix of the casting, a coarse matrix structure and graphite, a large decrease in mechanical properties, a decrease in hardness, and a rough surface after processing. The degree does not meet the requirements.
In design casting through the above examples and mechanism analysis, it can be summarized into two points:
1. Increasing the tapping temperature of the cupola and nurturing with large doses of SiMn, the effect of Mn is fully exerted, showing that Mn is an ideal element for improving the amount and performance of pearlite in cast iron.
2. When SiMn is compounded, Mn creates conditions and opportunities for pearlite formation from nucleation. It plays a much larger role than Mn in the original iron solution in promoting the amount of pearlite. By adjusting the proportion of Mn in the high-dose SiMn compound to stabilize and improve the amount of pearlite in the matrix, to achieve the purpose of stabilizing and improving the performance of cast iron, its operability is better than controlling the chemical composition to stabilize and improve the cast iron. The performance is better and easier, and the cupola melting is more obvious.
If you need more information about the product, please feel free to contact us, this is a professional 24Kg Steel Rail Manufacturer.
Copyright ©HANDAN YONGYANG IMP.&EXP. CO.,LTD All Rights Reserved | Powered by 

Leave a message