Home >> News >> Latest News
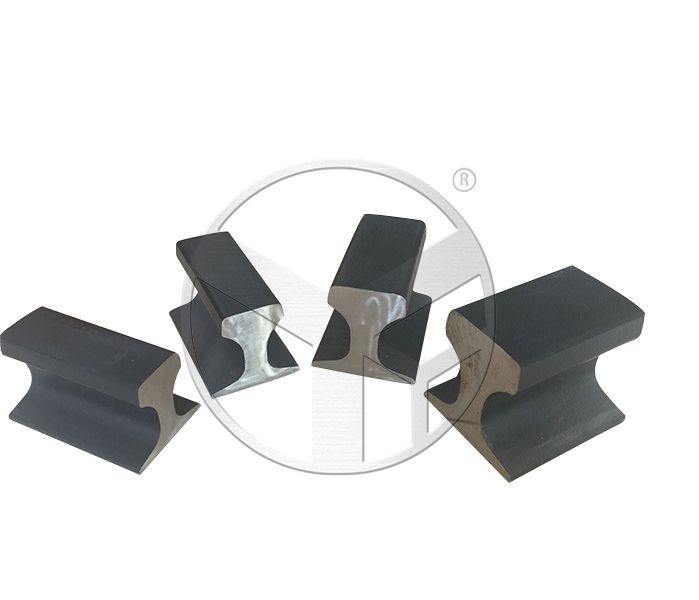
Here is 12 Kilogram Steel Rail Exporter talking about how to control welding stress during rail welding.
If you need any information about 8 Kilogram Steel Rail, feel free to contact us.
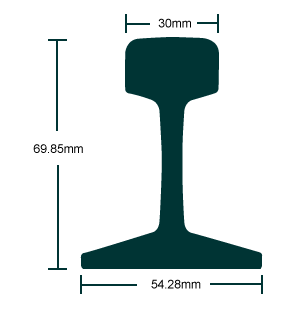
As rail speeds and axle loads continue to increase, this also requires Steel Rail to have greater stiffness and better wear resistance.

Steel Rail
Controlling welding stress during rail welding is an important factor in determining the overall effect. Today, the rail welding company will come to summarize this problem, as follows:
1. Reduce the size of the weld: Under the conditions that meet the design requirements, the weld size and height should not be increased, and the concept that the weld is larger and safer should be changed.
2. Hammering method reduces welding residual stress: after each layer of weld bead is welded, immediately strike the weld metal with a round head slag hammer or electric hammering tool to make plastic extension deformation and offset welding The local tensile stress that the seam is subjected to after cooling.
3. Using shot blasting machine to remove rust: evenly beat by steel shot to offset the welding stress of the component.
4. Take a reasonable welding sequence: under the assembly conditions with more welds, welds with a large amount of shrinkage should be welded first, and welds with a small amount of post-weld shrinkage; firstly, the degree of restraint is large and cannot be freely contracted. Welds, welds with a small degree of post-weld restraint and free shrinkage.
Copyright ©HANDAN YONGYANG IMP.&EXP. CO.,LTD All Rights Reserved | Powered by 

Leave a message