Home >> News >> Latest News
1. After welding, when it is not cooled after stress relief heat treatment, it must be protected from rain and other wetness; the hot copper plate can be removed and soaked in water for cooling, so that it can be reused next time. When the welding protrusion is too large, use a grinding wheel polisher to polish until it is flush with the rail head, and finally polish the surface.
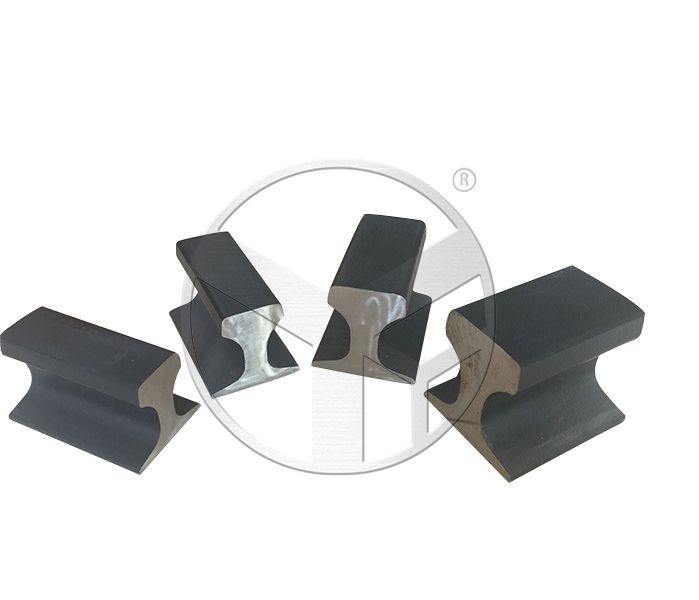
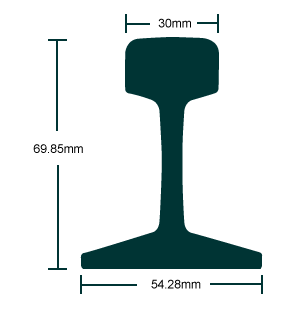
2. The top of the Crane Rail is convex, and the bottom is a flat plate with a certain width, which increases the contact surface with the foundation. The cross section of the track is mostly I-shaped, with good bending strength. Square steel can be regarded as flat-topped rails. Due to the large wear on the wheels, metallurgical cranes are generally only used for cranes with small lifting weight, slower running speed and infrequent work.
3. Crane rail joint joints are generally one to two millimeters. In cold areas or when the temperature during installation is lower than the normal operating temperature and the difference is more than 20 degrees Celsius, the temperature compensation gap should be considered, and four to six millimeters are appropriate. The joint of the track can be straight, or it can be made into an oblique joint with an angle of 45 degrees. The oblique joint can make the wheel transition smoothly at the joint.

Crane Rail
4. When welding, each layer of welding wave at the bottom of the welding rail should be welded with one welding rod. Avoid using Welding Rods in the middle to break the arc. The welding directions of the front and rear welding waves should be opposite. The welding of each track joint shall be carried out continuously. In order to keep the rail ends welded at a higher temperature.
5. The track spacing should be supplemented according to the span size of the door crane. The longitudinal slope of the track is not allowed to be greater than one percent. When this value is exceeded, the driving power of the cart and the stability of the whole machine should be tested, and the track slope should be corrected if it does not meet the requirements, and it can be put into use after meeting this requirement.
6. The lateral misalignment and height difference of the two Tracks at the joint shall not be greater than one millimeter. The order of welding the rail joints is from bottom to top, the bottom of the rail, the waist and the head of the rail, layer by layer, and finally repair the surrounding area. When welding its rail joints, set up temporary fixtures to fix the rail for welding.
Copyright ©HANDAN YONGYANG IMP.&EXP. CO.,LTD All Rights Reserved | Powered by 

Leave a message